
 來源:天氏庫力 發(fā)布日期
2022-11-22 瀏覽:
來源:天氏庫力 發(fā)布日期
2022-11-22 瀏覽:金屬材料力學(xué)性能是指金屬材料在外加載荷作用下或載荷與環(huán)境因素(溫度、介質(zhì)和加載速率)聯(lián)合作用下表現(xiàn)出來的行為。
常見的金屬力學(xué)性能下表所示:
| 金屬力學(xué)性能 | 常用金屬力學(xué)性能指標(biāo) |
| 強度 | 屈服強度、抗拉強度、斷裂強度 |
| 塑性 | 延伸率、斷面收縮率、應(yīng)變強化指數(shù) |
| 彈性 | 彈性模量(剛度)、彈性極限、比例極限 |
| 硬度 | 布氏硬度、維氏硬度、洛氏硬度 |
| 韌性 | 靜力韌度、沖擊韌度、斷裂韌度 |
| 疲勞 | 疲勞強度、疲勞壽命、疲勞缺口敏感度 |
| 應(yīng)力腐蝕 | 應(yīng)力腐蝕臨界應(yīng)力場強度因子、應(yīng)力腐蝕裂紋擴展速率 |
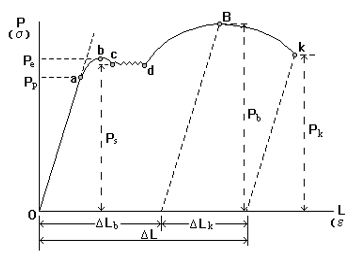
1、屈服強度
σs = Fs/S0
Fs:試樣屈服時所承受的拉伸力(N); S0 :試樣原始橫截面積(mm)。
2、抗拉強度
試樣拉斷前所承受的最大拉應(yīng)力,反映了材料的最大均勻變形的抗力。
σb = Fb/S0
σb常用作脆性材料的選材和設(shè)計的依據(jù)。
塑性指標(biāo)
塑性是材料在靜載荷作用下產(chǎn)生塑性變形而不破壞的能力。
1.斷后伸長率
試樣拉斷后標(biāo)距的伸長量與原標(biāo)距長度的百分比。
δ=(L1-L0)/L *100%
L0:標(biāo)距;L1:拉斷后的試件標(biāo)距。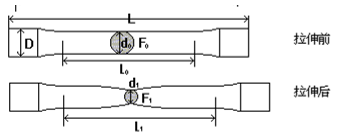
2、斷面收縮率
試樣拉斷后縮項處橫截面積的最大縮減量與原始橫截面積的百分比。
Ψ=(A0-A1)/A0 *100%
A0:試件原橫截面積;A1:斷裂后頸縮處的橫截面積。
E=σ/ε
σ:拉應(yīng)力;ε:拉伸應(yīng)變
組織不敏感的力學(xué)性能指標(biāo),合金化、熱處理、冷塑性變形對其影響不大。
機構(gòu)和構(gòu)件選材重要的力學(xué)性能指標(biāo):
?行車梁應(yīng)具有足夠的剛度,否則在起吊重物時會因撓度過大引起振動。
?機床和壓力機主軸、床身和工作臺對剛度都有要求,以保證加工精度。
?內(nèi)燃機、離心機和壓氣機等的主要構(gòu)件要有足夠的剛度防止發(fā)生振動。
1.布氏硬度
單位面積上所承受的平均應(yīng)力,即試驗力p與壓痕球形表面積的商。
< 450HB:測試壓頭為淬火鋼球,硬度符號HBS;
<650HB:測試壓頭為硬質(zhì)合金,硬度符號HBW。
經(jīng)驗公式:
低碳鋼:σb≈3.6HBS;
高碳鋼:σb≈3.4HBS。
適用范圍:用于測量灰鑄鐵、結(jié)構(gòu)鋼、非鐵金屬及非金屬材料等.
優(yōu)缺點:
1.測量值較準(zhǔn)確,重復(fù)性好
2.可測組織不均勻材料;
3.不適合測試成品與薄件;
4.測量費時,效率低。
2.洛氏硬度
以測量壓痕深度表示材料的硬度值,每0.002mm相當(dāng)于1洛氏硬度單位。
壓頭分兩種:
1、圓錐角α=120°的金剛石圓錐體,
2、直徑為Φ1.588mm的小淬火鋼球。
洛氏硬度計算式:
HR=(k-h)/ 0.002
壓頭1:k=0.2mm;壓頭2:k=0.26mm。
| 標(biāo)尺 | 硬度符號 | 壓頭類型 |
總試驗力 F/N |
測量硬度范圍 | 應(yīng)用舉例 |
| C | HRC | 金剛石圓錐 | 1471 | 20-70 | 淬火鋼、高硬度鑄鐵、珠光體可鍛鑄鐵 |
| B | HRB | Φ1.588mm鋼球 | 980.7 | 20-100 | 低碳鋼、銅合金、鐵素體可鍛鑄鐵 |
| A | HRA | 金剛石圓錐 | 588.4 | 20-88 | 硬質(zhì)合金、硬化薄鋼板、表面薄層硬化鋼 |
優(yōu)缺點:
試驗簡單、方便、迅速;
壓痕小,可測成品,薄件;
數(shù)據(jù)不夠準(zhǔn)確,應(yīng)測三點取平均值;
不應(yīng)測組織不均勻材料,如鑄鐵。
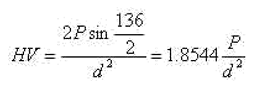
(3)維氏硬度
根據(jù)壓痕單位面積所承受的試驗力計算硬度值。
壓頭是兩相對面間夾角為136°的金剛石四棱錐體。
測量范圍 :
常用于測薄件、鍍層、化學(xué)熱處理后的表層等。
優(yōu)缺點:
1.測量準(zhǔn)確,應(yīng)用范圍廣(硬度從極軟到極硬);
2.可測成品與薄件
3.試樣表面要求高,費工。
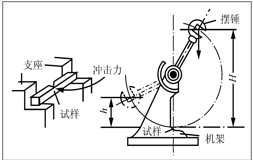
沖擊韌性
材料在沖擊載荷作用下抵抗破壞的能力。
試樣沖斷時所消耗的沖擊功Ak為:
Ak = m g H – m g h (J)
沖擊韌性值a k 就是試樣缺口處單位截面積上所消耗的沖擊功。
a k = Ak / S0 (J/cm²)
ak值低-脆性材料:
斷裂時無明顯變形,金屬光澤,呈結(jié)晶狀。
ak值高-韌性材料:
明顯塑變,斷口呈灰色纖維狀,無光澤。
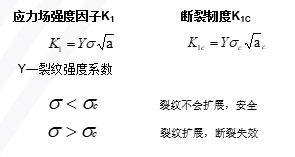
斷裂韌度
斷裂力學(xué):在承認(rèn)機件存在宏觀裂紋的前提下,建立了裂紋擴展的各種新的力學(xué)參量,并提出了含裂紋體的斷裂判據(jù)和材料斷裂韌度。
疲勞
疲勞現(xiàn)象:
金屬機件或構(gòu)件在變動應(yīng)力和應(yīng)變長期作用下,由于累積損傷而引起的斷裂現(xiàn)象。
疲勞特點:
1)疲勞是低應(yīng)力循環(huán)延時斷裂,斷裂應(yīng)力往往低于材料抗拉強度,甚至屈服強度;
2)疲勞是脆性突發(fā)性斷裂,斷裂前不會有明顯的變形征兆,危險性大;
3)疲勞對缺口、裂紋及組織缺陷十分敏感,具有高度的選擇性。
疲勞極限σ-1 :材料經(jīng)無數(shù)次應(yīng)力循環(huán)而不發(fā)生疲勞斷裂的最高應(yīng)力值。
條件疲勞極限:經(jīng)受107應(yīng)力循環(huán)而不致斷裂的最大應(yīng)力值。
鋼材疲勞強度經(jīng)驗公式:
σ-1 = (0.45~0.55)σb
或 σ-1 = 0.27(σs+σb)
σ-1p = 0.23(σs+σb)
熱處理工藝
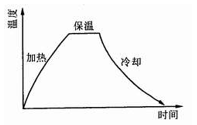
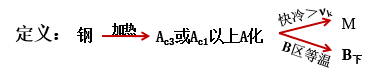
定義:將固態(tài)金屬或合金通過加熱、保溫和冷卻,使其內(nèi)部組織結(jié)構(gòu)發(fā)生變化,獲得所需要性能的工藝。
目的:一是改善材料工藝性能,確保后續(xù)加工順利進行,這種熱處理稱為預(yù)先熱處理;二是提高材料使用性能,延長零件使用壽命,這種熱處理稱為最終熱處理。
熱處理分類:
普通熱處理(四火:退火、正火、淬火、回火)
表面熱處理 (表面淬火、化學(xué)熱處理)
其他熱處理(真空熱處理、形變熱處理等 )
共析鋼在加熱時的組織轉(zhuǎn)變
珠光體向奧氏體轉(zhuǎn)變過程四步:
1)奧氏體形核;
2)奧氏體長大;
3)剩余Fe3C溶解;
4)奧氏體均勻化。
鋼在冷卻時的組織轉(zhuǎn)變
奧氏體的冷卻轉(zhuǎn)變:奧氏體在臨界點A1以上是穩(wěn)定相,冷卻至A1以下就成了不穩(wěn)定相,要發(fā)生組織轉(zhuǎn)變。
重要性:決定了鋼熱處理后的組織和性能。同一種鋼,加熱溫度和保溫時間相同,冷卻方法不同,熱處理后的性能截然不同。
45鋼加熱到840℃,在不同冷卻條件下冷卻后的力學(xué)性能
|
冷卻方法 |
σb/Mpa |
σs/Mpa |
δ/% |
ψ/% |
HRC |
|
隨爐冷卻 |
519 |
272 |
32.5 |
49 |
15~18 |
|
空氣冷卻 |
657~706 |
333 |
15~18 |
45~50 |
18~24 |
|
油中冷卻 |
882 |
608 |
18~20 |
48 |
40~50 |
|
水中冷卻 |
1078 |
706 |
7~8 |
12~14 |
52~60 |
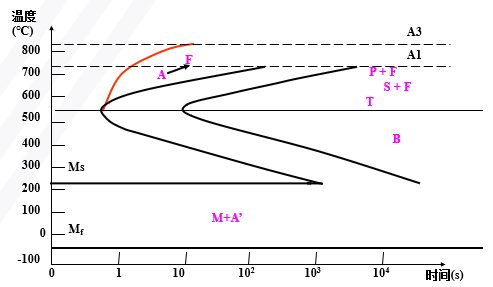
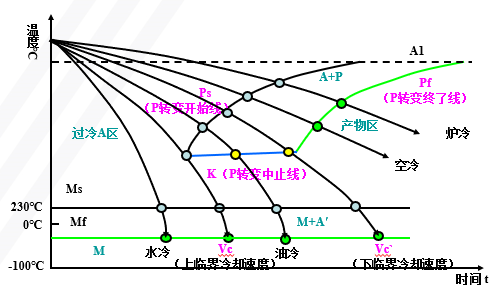
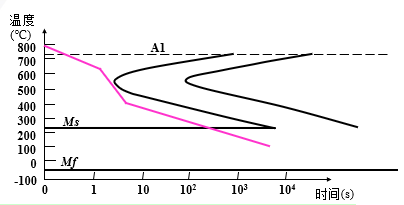
共析鋼過冷奧氏體等溫轉(zhuǎn)變曲線的建立(金相硬度法)
也稱“TTT曲線”(Time-Temperature-Transformation Curve),因形狀類似“C”,常稱“C曲線”。
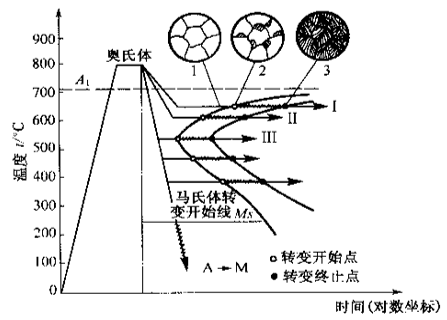
借助“C曲線”,可以了解奧氏體在不同的冷卻條件下轉(zhuǎn)變成何種組織以及轉(zhuǎn)變產(chǎn)物的性能,為正確制定和選擇熱處理工藝提供理論依據(jù)。
共析鋼C曲線及轉(zhuǎn)變產(chǎn)物
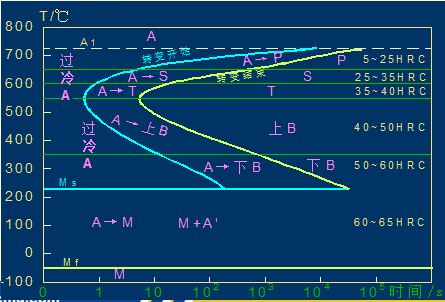
1)珠光體型轉(zhuǎn)變(又稱高溫轉(zhuǎn)變)
轉(zhuǎn)變溫度: A1~550℃;轉(zhuǎn)變產(chǎn)物:珠光體
A1 ~ 6500C:珠光體片層較粗, P(珠光體-pearlite )
6500C~6000C:珠光體層片較細(xì),S(索氏體- sorbite )
6000C~5500C:珠光體層片極細(xì),T (屈氏體-troolstite)
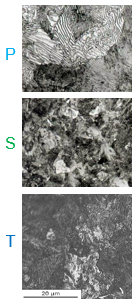
珠光體的鐵素體和滲碳體層片粗細(xì)與轉(zhuǎn)變溫度有關(guān)。溫度越低,珠光體的層片越細(xì)。層片變細(xì),強度硬度增加,塑性韌性有所增加。
2)貝氏體型轉(zhuǎn)變(又稱中溫轉(zhuǎn)變)
轉(zhuǎn)變溫度: 550—Ms(230℃)
轉(zhuǎn)變產(chǎn)物:貝氏體 B(bainite)----由過飽和F和滲碳體組成的混合物。
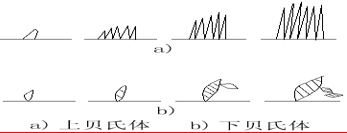
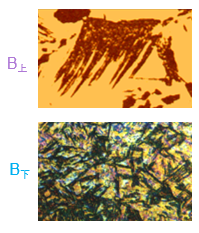
550~350℃:上貝氏體(upper bainite )(B上)羽毛狀組織,強度與塑性都較低,脆性很高。
350℃~ Ms:下貝氏體(lower bainite )( B下)針片狀組織,綜合性能好。
3)馬氏體轉(zhuǎn)變(又稱低溫轉(zhuǎn)變)
轉(zhuǎn)變溫度:Ms(230°C)~ Mf
轉(zhuǎn)變產(chǎn)物:馬氏體(martensite )+A′(residual austenite )
馬氏體:碳在α-Fe中形成的過飽和固溶體,用M表示。
分類:
低碳馬氏體(low carbon martensite ):呈板條狀,具有較高的強度和塑韌性。也稱板條M(lath martensite )。
高碳馬氏體(high carbon martensite ):呈透鏡狀,片狀,中間有脊線。其強度很高,但塑韌性差,脆性大。
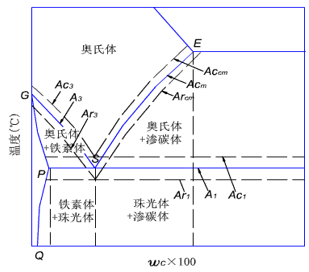
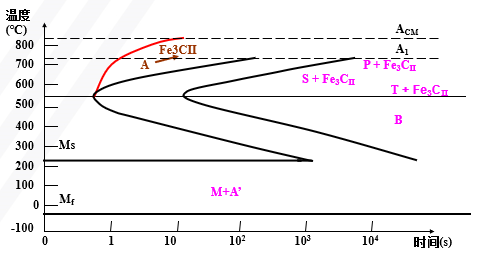
亞共析鋼的C曲線
過共析鋼的C曲線
過冷奧氏體連續(xù)轉(zhuǎn)變冷卻曲線(CCT曲線 )(Continuous Cooling Transformation)
退火
定義:將金屬加熱到一定溫度,保持足夠時間,然后以適宜速度冷卻
目的:
細(xì)化晶粒;
降低硬度,改善鋼的成形和切削加工性能
消除內(nèi)應(yīng)力。
分類:按退火的目的和工藝特點可分為完全退火、不完全退火、等溫退火、球化退火、去應(yīng)力退火等。
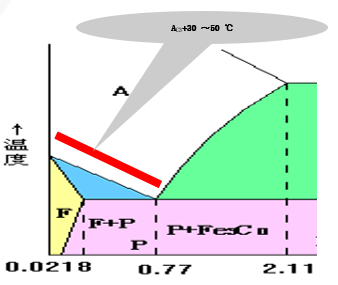
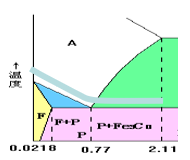
完全退火(full annealing )
適用范圍:亞共析鋼
加熱溫度: Ac3+30~50℃
目的:細(xì)化組織,降低硬度,改善切削加工性,
消除內(nèi)應(yīng)力
室溫組織:F+P
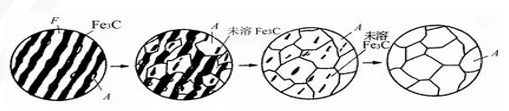
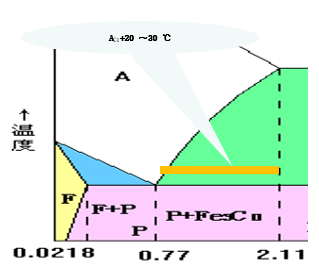
球化退火(spheroidizing annealing )
適用范圍:共析鋼和過共析鋼
加熱溫度: Ac1+20~30℃
目的:使網(wǎng)狀或片狀 Fe3CⅡ球化。
組織:球狀珠光體
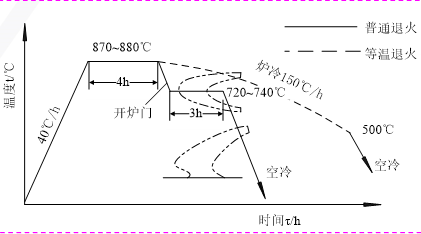
等溫退火(isothermal annealing )
工藝:加熱到Ac1+30~50℃或Ac3+30~50℃,保溫后,迅速冷卻至Ar1以下某一位溫度,待A都變?yōu)镻類組織,出爐空冷。
組織:P類
優(yōu)點:退火時間短,組織均勻。
去應(yīng)力退火(relief annealing )
目的:去除殘余應(yīng)力
加熱溫度:T加熱<AC1(500~600℃)
應(yīng)用:消除鑄件,鍛件,焊接件等的殘余內(nèi)應(yīng)力。
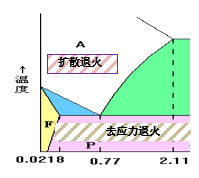
均勻化退火(擴散退火)
目的:消除偏析;均勻成分、組織
加熱溫度: AC3+150 ~250 ℃
組織:亞共析鋼為P+F。
應(yīng)用:主要用于質(zhì)量要求高的合金鋼鑄錠、鑄件、鍛件。
再結(jié)晶退火(recrystallization annealing)
工藝:加熱到Ac1以下50-150℃,或T再+30-50℃,保溫,緩冷。
目的:消除加工硬化,恢復(fù)鋼材的塑韌性。
應(yīng)用:冷加工后的工件消除加工硬化。如在鋼絲拉拔過程中,中間進行的退火。
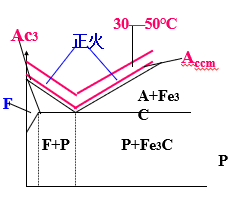
正火
定義:將工件加熱到Ac3或Accm以上30~50℃,保溫后從爐中取出在空氣中冷卻的熱處理工藝。
目的:低碳鋼:提高硬度,利于切削。
過共析鋼:消除網(wǎng)狀二次滲碳體,利于P球化。
中碳鋼和中碳低合金鋼:受力不大,性能要求不高可作為最終熱處理。
淬火
目的:獲得M或B下組織,提高鋼的的硬度和耐磨性。
淬火溫度的選擇
亞共析鋼:AC3+30 ~50 ℃;
共析鋼及過共析鋼:AC1 +30 ~50 ℃。
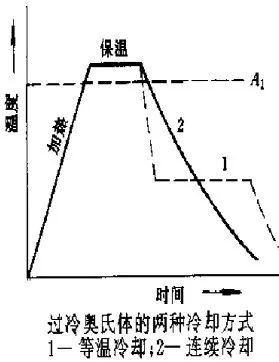
淬火冷卻是決定淬火質(zhì)量的關(guān)鍵,理想的冷卻速度應(yīng)是如圖所示的速度。
650℃以上,慢,減小熱應(yīng)力
650-400 ℃,快,避免C曲線
400 ℃以下,慢,減輕相變應(yīng)力
常用的淬火介質(zhì)(quenching medium)
目前生產(chǎn)中常用的冷卻介質(zhì)有油、水、鹽水,其冷卻能力依次增加。
水:淬冷能力強,但工件表面有軟點,易變形開裂。
鹽水:淬冷能力更強,工件表面光潔、無軟點,但更易變形開裂;
油:淬冷能力弱,但工件不易變形開裂
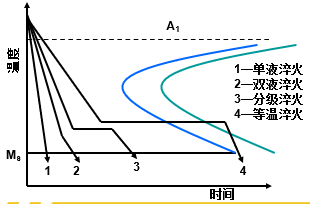
常見的淬火冷卻方法(quench cooling method)
回火
定義:
回火的主要目的
消除內(nèi)應(yīng)力,降低脆性
穩(wěn)定組織和工件尺寸
降低硬度,提高塑性
回火的組織和性能變化
淬火鋼回火時的組織轉(zhuǎn)變主要發(fā)生在加熱階段。隨加熱溫度升高,淬火鋼的組織發(fā)生四個階段變化。
1.馬氏體的分解
回火階段:<100℃回火時,組織無變化;100-200℃加熱時,馬氏體將發(fā)生分解。
獲得組織:回火馬氏體 M回(過飽和α固溶體)。
性能變化:內(nèi)應(yīng)力逐漸減小,性能基本不變。
2.殘余奧氏體分解
回火階段: 200-300℃。 A′分解,轉(zhuǎn)變?yōu)锽下。
獲得組織:M回(Tempered Martensite)表示
性能變化:應(yīng)力進一步降低,強度和硬度略有下降。
3.馬氏體分解完成和滲碳體的形成
回火階段: 300-400℃。ε碳化物轉(zhuǎn)變成穩(wěn)定的滲碳體。
獲得組織:回火屈氏體,用T回(Tempered Troostite)表示 (F+極細(xì)粒狀Fe3C)。
性能變化:內(nèi)應(yīng)力基本消除,硬度下降,塑韌性增加。
4.Fe3C聚集長大和α固溶體的回復(fù)與再結(jié)晶
回火階段:400℃以上。 α相開始回復(fù),500℃以上時發(fā)生再結(jié)晶;
獲得組織:回火索氏體,用S回(Tempered Sorbite)表示(F+細(xì)粒狀Fe3C)。
性能變化:獲得良好的綜合性能。
鋼材回火后組織與力學(xué)性能
|
工藝 |
回火溫度 (℃) |
回火后組織 |
回火后硬度(HRC) |
性能特點 |
用途 |
|
低溫回火 |
150~250 |
M回 |
58~64 |
硬度高, 耐磨性高;脆性、 內(nèi)應(yīng)力降低 |
工具鋼、滾動軸承 、滲碳件等 |
|
中溫回火 |
250~500 |
T回 |
35~50 |
較高的彈性極限和屈服極限,有一定的塑性和韌性 |
彈簧鋼、 熱作模具 |
|
高溫回火 |
500~600 |
S回 |
25~35 |
良好的綜合性能 |
重要結(jié)構(gòu)件 |
回火時力學(xué)性能變化總的趨勢:隨回火溫度提高,鋼的強度、硬度下降,塑性、韌性提高。
表面熱處理(Surface Heat Treatment )
表面熱處理:只對工件表層進行熱處理以改變其組織和性能的熱處理工藝。
分類:表面淬火和化學(xué)熱處理。
在生產(chǎn)中,有很多零件要求表面和心部具有不同的性能,一般是表面硬度高,有較高的耐磨性和疲勞強度;而心部要求有較好的塑性和韌性。
在這種情況下,單從材料選擇入手或采用普通熱處理方法,都有不能滿足其要求。解決這一問題的方法是表面熱處理。
表面淬火(surface quenching )
定義:僅對工件表面進行淬火(+回火)的熱處理工藝
目的:使工件表硬心韌。
表面淬火用鋼:中碳結(jié)構(gòu)鋼(含碳量0.4%-0.5%)
方法:感應(yīng)加熱表面淬火和火焰加熱表面淬火。
感應(yīng)加熱表面淬火(induction surface quenching)
基本原理:感應(yīng)圈通入交流電 →形成渦流(集膚效應(yīng)) → 表層得A → 水冷得M。
分類:
高頻感應(yīng)加熱:200~300kHz,0.5~2.5mm;
中頻感應(yīng)加熱:0.5~10kHz,2~10mm
工頻感應(yīng)加熱: 50Hz,10~20mm。
規(guī)律:電流頻率越大,
淬硬層深度越淺。
火焰加熱表面淬火(flame heating surface quenching)
定義:火焰加熱表面淬火是應(yīng)用氧-乙炔(或其它可燃?xì)怏w)火焰,對零件表面加熱,然后快速冷卻的淬火,淬硬層深度一般為2~6mm。
應(yīng)用:適用于單件、小批量生產(chǎn)。
鋼的化學(xué)熱處理(chemical heat treatment )
定義:將鋼件置于一定溫度的活性介質(zhì)中保溫,使一種或幾種元素滲入它的表層,以改變其化學(xué)成分、組織和性能的熱處理工藝。
分類:根據(jù)滲入的元素不同,化學(xué)熱處理可分為滲碳(carburizing )、滲氮、碳氮共滲、滲硼、滲鋁等
基本過程:
① 分解:使化學(xué)介質(zhì)在加熱保溫過程中分解出滲入元素的活性原子;
② 吸收:活性原子被工件表面吸附,形成固溶體或特殊化合物;
③擴散:滲入原子由工件表層向內(nèi)擴散,形成具有一定深度的擴散層,即滲層

目的:提高工件表面的硬度和耐磨性
滲碳用鋼:低碳鋼或者低碳合金鋼,如20,25
介質(zhì):最常用的氣體(煤油、苯等),具有活性碳原子。
溫度:在奧氏體區(qū),900—950℃
時間:根據(jù)滲層深度而定,約10小時左右。
滲碳后的組織:若工件滲碳后緩慢冷卻,從表面到心部的組織為
P+Fe3CⅡ→P→P+F
其他化學(xué)熱處理方法
滲氮(nitriding ):在一定溫度下使活性氮原子滲入工件表面的熱處理工藝。提高零件表面硬度、耐磨性、疲勞強度、熱硬性和耐蝕性等。
碳氮共滲(carbonitriding):碳氮同時滲入工件表層。提高表面硬度、抗疲勞性和耐磨性,并兼具滲碳和滲氮的優(yōu)點。
滲鉻(chromizing):有較好的耐蝕性和優(yōu)良的抗氧化性、硬度和耐磨性,可代替不銹鋼和耐熱鋼用于工具制造。
滲硼(boronizing):十分優(yōu)秀的耐磨性、耐腐蝕磨損和泥漿磨損的能力,耐磨性明顯優(yōu)于滲氮、碳和碳氮共滲層,但不耐大氣和水的腐蝕。主要用于泥漿泵零部件、熱作模具和工件夾具。
【本文標(biāo)簽】:金屬材料,力學(xué)性能,和,熱處理,工藝,金屬材料,力
【責(zé)任編輯】:天氏庫力 版權(quán)所有:http://www.309114.com/轉(zhuǎn)載請注明出處


掃一掃!(手機二維碼)






